


















動(dòng)力電池激光焊接工藝揭秘,科普干貨來(lái)了
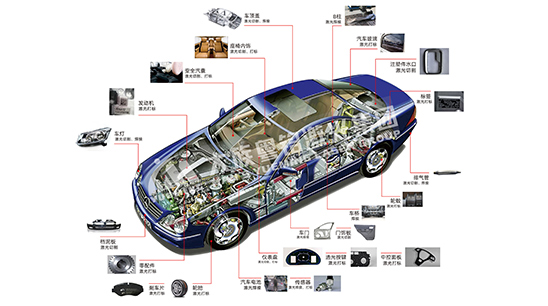
電池是新能源汽車的“心臟”,其性能和穩(wěn)定性至關(guān)重要。動(dòng)力電池大致可分為方形、圓柱和軟包電池。當(dāng)下,在動(dòng)力電池產(chǎn)品制造中,動(dòng)力電池激光焊接應(yīng)用主要包括:

1、動(dòng)力電池激光焊接防爆閥
動(dòng)力電池防爆閥整體結(jié)構(gòu)設(shè)計(jì)極為復(fù)雜,當(dāng)電池內(nèi)部壓力升高到限定值時(shí),鋁片便會(huì)從凹槽位置處發(fā)生破裂,以此來(lái)防止電池過(guò)度膨脹發(fā)生爆炸。在實(shí)際生產(chǎn)中,動(dòng)力電池激光焊接防爆閥一般采用拼接焊,動(dòng)力電池激光焊接防爆閥工序工藝要求極為嚴(yán)格,必須要焊縫狹小嚴(yán)實(shí),嚴(yán)禁多余熱量傳導(dǎo),并要能夠確保焊縫的破壞壓力值始終處于限定閾值。
2、動(dòng)力電池激光焊接極柱
極柱是動(dòng)力電池蓋板上的關(guān)鍵部件,可分為內(nèi)部和外部連接兩類。電池內(nèi)部連接,是指蓋板極柱與電芯極耳的焊接;外部連接則是電池極柱通過(guò)連接片進(jìn)行焊接,形成并聯(lián)或串聯(lián)電路,由此組成電池模組。
3、動(dòng)力電池激光焊接轉(zhuǎn)接片
連接電池蓋板與電芯的關(guān)鍵部件之一是軟連接與轉(zhuǎn)接片的焊接。這需要綜合兼顧到電池內(nèi)部的過(guò)流強(qiáng)度和低飛濺的性能要求,所以在與蓋板的激光焊接加工中,需要呈現(xiàn)充足的焊縫寬度,并清潔無(wú)飛濺,避免發(fā)生短路現(xiàn)象。

4、動(dòng)力電池激光焊接殼體封口
鋁合金和不銹鋼是動(dòng)力電池的殼體材料,使用連續(xù)激光器焊接薄殼動(dòng)力電池,效率非常高,最高時(shí)可提高5~10倍,且激光焊接的外觀和密封性品質(zhì)更好。
5、動(dòng)力電池激光焊接密封釘
動(dòng)力電池密封釘種類較多,作為電池電芯焊接的最后一道工序,密封釘激光焊接的品質(zhì)非常關(guān)鍵。密封釘激光焊接時(shí)非常容易出現(xiàn)殘留電解液,進(jìn)而導(dǎo)致有爆點(diǎn)、針孔等瑕疵,而抑制這些缺陷的關(guān)鍵技術(shù)是減小熱量輸入。
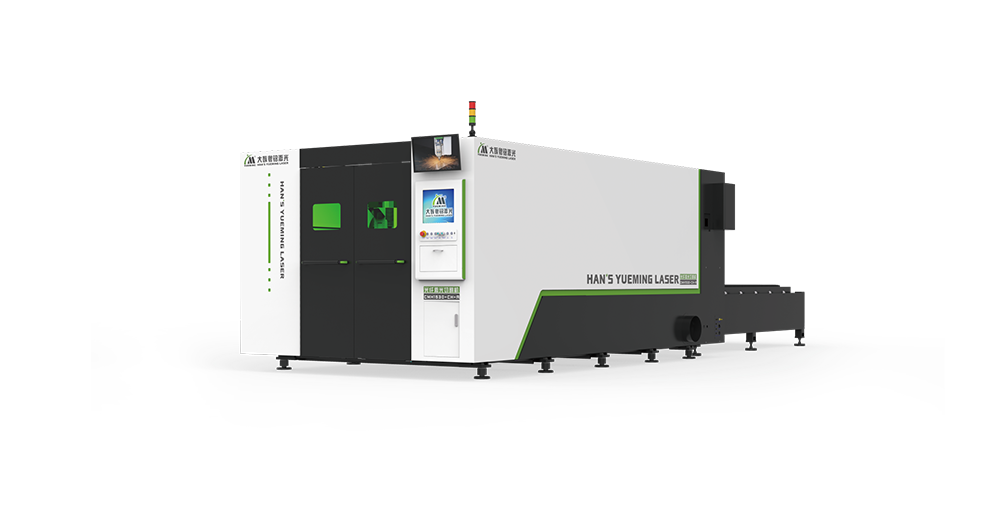
動(dòng)力電池激光焊接機(jī)型推薦:高速振鏡激光焊接機(jī)

技術(shù)優(yōu)勢(shì):
01工控機(jī)人機(jī)交互,可實(shí)行非接觸遠(yuǎn)距離焊接;
02采用優(yōu)質(zhì)振鏡系統(tǒng)在單點(diǎn)焊接時(shí)速度快于傳統(tǒng)XY軸平臺(tái);
03同軸CCD攝像示教定位功能,可以快速精準(zhǔn)找到焊點(diǎn);
04設(shè)備運(yùn)行成本低,耗材少,日常維護(hù)簡(jiǎn)單,減少停線調(diào)試成本;
05焊接頭可自由選配,充分滿足客戶成本和場(chǎng)地的差異性要求;
06激光器和工作臺(tái)可定制、可分離、可嫁接,與客戶產(chǎn)線快速對(duì)接;
以上就是動(dòng)力電池激光焊接工藝闡述的全部?jī)?nèi)容,選購(gòu)相關(guān)激光設(shè)備,歡迎來(lái)粵銘激光咨詢。
社交媒體